



艾默生振动分析仪在造纸行业无线振动监测方案
造纸磨浆机对于优化工厂性能至关重要。但设备的不同载荷和纸浆污染物会导致磨浆机磨片和轴承部件磨损,从而降低性能并***终导致设备故障。对磨浆机进行预测性监测,可以获得识别潜在故障所需的信息,例如:
●不平衡;
●驱动轴不对中;
●滚动轴承故障;
●碎裂、破碎或磨损的磨片;
●共振;
●轴弯曲;
●联轴器损坏;
●润滑不足;
●结构或机械松动。
磨浆机磨片是常见的故障点,但磨浆机壳体结构使得内部磨片的振动监测变得十分困难。磨浆机轴承可以与其他设备部件一起进行监测,但磨浆机磨片的各种设计配置使其难以被诊断。缺乏磨片状况反馈会导致设备状况的不完整,并使您面临意外故障的风险。
应用峰值检测进行精确监测
艾默生振动监测技术采用***特的监测方法,可及早提供轴承和磨浆机故障指示。虽然标准振动监测以英寸/秒为单位进行测量,但 PeakVue™ 技术以 g's 为单位测量冲击。也就是说,即便标准振动测量保持不变,PeakVue™ 也会提示发生故障。能量带让趋势和警报更为明显,使数据更容易解读。可以通过频谱和波形数据获得更详细的信息,还可以将趋势值与警报和故障级别进行比较。
PeakVue™ 趋势图
以下趋势图显示的是使用便携式机械状态分析仪采集的数据。在振动趋势中,未观察到显著的幅度变化;而 PeakVue™ 趋势图显示,从***次读数开始,幅度升***。振动趋势没有任何改变,而 PeakVue™ 趋势在维修后显示出明显的振幅减小。
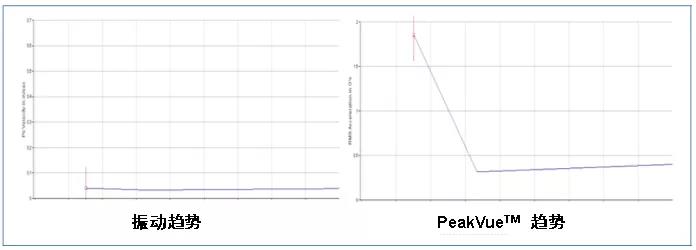
振动趋势(左)与 PeakVue™ 趋势(右
在下面的多频谱 PeakVue™ 轨迹图中,在开始维护之前可以清楚地看到 1xRPM 倍数和磨片缺陷峰(绿色频谱);而在修复完成后,幅度明显降低(蓝色频谱)。振动频谱数据并未显示出该磨浆机具有任何严重问题。
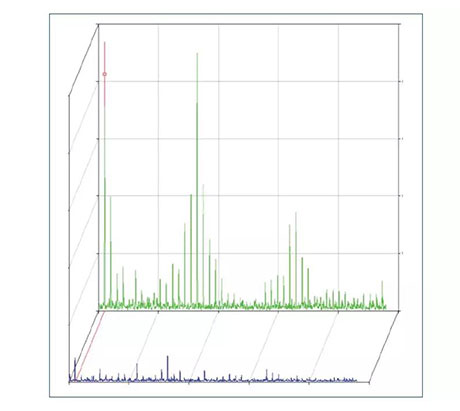
多频谱 PeakVue™ 轨迹图
在另一个示例中,下面的多频谱 PeakVue™ 图显示存在两个问题。***个事件(棕色频谱)显示升***的磨浆机磨片缺陷峰值,可以通过更换磨片来解决。在第二个事件中,初始基线 PeakVue™ 频谱(中间蓝色)显示略微升***的宽带噪声。当加载磨浆机磨片进行另一次测量(上部绿色频谱)时,由于两个磨浆机磨片的错误安装,再次出现缺陷峰值。在解决该问题并使磨浆机恢复正常操作后得到前两个频谱。
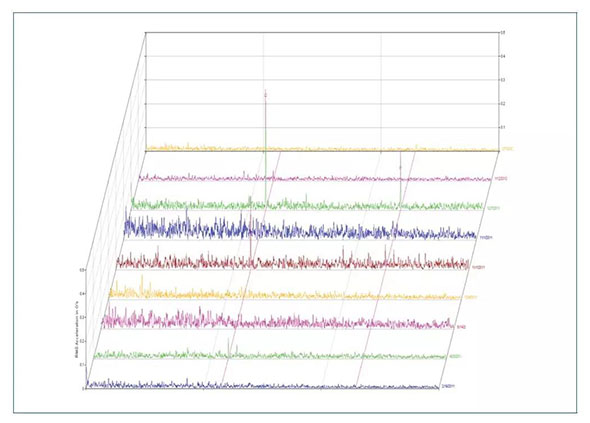
多频谱 PeakVue™ 轨迹图
结论
磨浆机磨片缺陷是电机和磨浆机轴承缺陷的主要来源。使用振动和 PeakVue™ 诊断技术监测磨浆机磨片和轴承状况,可以改进造纸磨浆机性能,从而提***生产率并减少维护。将 PeakVue™ 数据与电机电流安培数和磨浆机磨片负载相结合,可以在发生重大损坏之前调整操作。
虽然上述示例使用便携式机械状态分析仪(如艾默生 AMS 2140)进行识别,但 PeakVue™ 也适用于艾默生无线振动变送器(AMS 9420)和连续在线监测系统(AMS 6500)。

AMS 2140 机械状态分析仪

AMS 9420 无线振动变送器
![[field:title /]](/uploads/allimg/160926/1-160926095J5.jpg)
![[field:title /]](/uploads/allimg/170316/1-1F316164532.jpg)
![[field:title /]](/uploads/allimg/160927/1-16092G12F7.jpg)
![[field:title /]](/uploads/allimg/160926/1-160926164057.jpg)
![[field:title /]](/uploads/allimg/160929/1-160929164110.jpg)



 京公网安备 11010702001993号
京公网安备 11010702001993号