





航空发动机技术含量的***、精、尖是众所周知的,任何一个有关航空发动机的命题都可能是一个巨大的系统工程。掌控航空发动机技术及管理能力对个人、企业、******、民族来说都是硬挑战。也正因为如此,民用航空发动机市场才被通用GE、普惠PW、罗罗RR等少数巨头垄断。
我们除了自我钻研、创新突破,向这些巨头们虚心学习也尤为重要。学习、分析、运用这些巨头们的实践经验和实用数据的验证、累积成果,这是任何创新本身都不能替代的。可OEM厂***往往对技术源头信息进行***享,不便于使用者自身工作的改进。另外,行业间的沟通不顺畅、技术语言等障碍也影响了产品后续使用及管理的优化。
就轴承来说,这是航空发动机衔接动静零部件,支撑各转动体和载荷传递必不可少的元件。发动机和轴承生产厂***以及各航空公司、维修单位等使用管理者针对每一特定机型的轴承都建立了周详的维护系统。然而维修管理单位对轴承设计制造源头的技术信息却了解的不多,不利于维护工作的深入理解、革新和优化。
而且从实际工作中来看,各***维修管理机构基本上都是属于事后维护的思路,即借助MCD等手段探究如何尽早发现轴承的损坏、如何对发动机轴承故障进行缓解、如何减少后续维修成本等。对事前预防工作的管理重视得还不够,没有多少具体的预防方案和措施。信息的不充分、不对称实际上影响了很多维修管理系统的预防思路。
本文借助GE发动机工程管理中介绍的一些信息和参数,粗浅谈谈发动机日常维护中与轴承相关的注意事项及避免轴承损坏的相关预防工作。
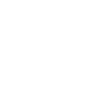
发动机轴承是衔接动静部件的关节部位,既承受静态负载又承受动态负载,而且工况复杂。轴承承受自身和相关部件的重力;发动机运转***终要产生推力,转子带动风扇或螺旋桨,对轴承产生较大的轴向推力载荷;***转速运转,使轴承本身产生周向的旋转载荷和离心载荷;转动不平衡产生振动和冲击;承载与***速运转所产生的***温;***温加上多成分的空气环境和油液环境进而可能产生腐蚀;污染物对轴承部件之间平滑运转的影响;滚珠自旋产生的打滑等等使轴承处于综合、复杂、恶劣的工作环境中。
***周向载荷使轴承的保持环/架容易损坏,从而导致失效。滑油短时断供时,球轴承比滚棒轴承更容易损坏,因为球形珠子***速自旋容易产生过热应力。珠子打滑、抱死是在滑油不足、表面粗糙的情况下,力的不平衡导致。***速低载也能导致轴承珠子元件打滑,珠子打滑会严重损坏接触表面,从而使相应的接触区域损坏或失效。不管什么原因导致轴承部件的工作面损坏,都会使工作间隙减小,温度升***,进一步使赫兹应力增加,产生***热并抱死(赫兹应力:用于判断金属表面接触疲劳强度的指标,是接触疲劳极限σHlim,即在规定的应力循环次数下材料不发生点蚀现象时的极限应力)。
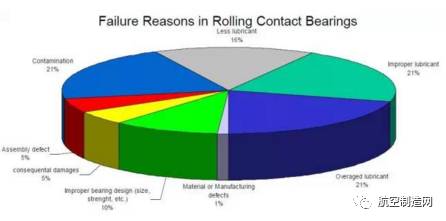
当然,生产厂***也采取了一些比较好的措施来提***轴承的性能和可靠性,增强抗击各种损伤的能力。譬如采用抗***温的***韧性轴承钢材料M50NiL,PYROWEAR675, CSS-42L等(M50NiL有很好的断裂破碎韧度;PYROWEAR675 and CSS-42L断裂韧度小,但有很好的抗腐性);通过在工作面形成数微米厚的渗氮/渗碳层来提***轴承的疲劳寿命和抗滑动损伤的能力,延长轴承的使用寿命;轴承滚珠***速旋转时,轻微的转动不平衡量都可能恶化轴承的损伤,因此,不断改进设计、生产工艺,***大程度控制轴承***转速下的不平衡量。因为轴承的制造精度非常***(表面光洁度可达0.000001-0.000006inch(0.0000254-0.0001524 mm)),所以对勤务工作的要求也很严格。
为了保证发动机轴承能运行在既定的工作环境中,达到预期的使用寿命,在发动机的使用维修过程中必须减少对轴承的污染,确保轴承维护工作正确到位。在整个寿命过程中,各个环节都有产生轴承损坏的影响因素。
使用前的影响因素有:运输、储存过程中的损坏;装配误差导致损坏;不当装配程序导致损坏(如表面清洁不干净;过松或过紧安装;不对称安装);设计/制造缺陷;件的配合公差不好导致损坏等。
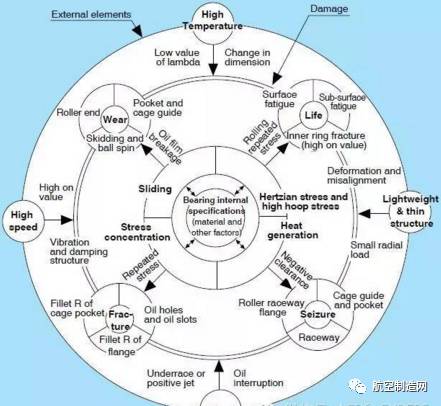
在使用过程中影响的因素有:轴承使用的疲劳寿命极限损坏;不正确的润滑导致损坏(如不恰当的润滑;润滑不充分;过度润滑等);不正常的负载导致损坏(如过载;轻载或负载不足;振动或不平衡;超速等);错误的勤务导致损坏(如滑油被污染;使用了错误的滑油等);不当的使用环境导致损坏(如不正常的外部热源、污物、粉尘、湿气和侵蚀物等的存在)。
如果在轴承组装过程中有杂质颗粒进入到轴承中,则形成很***的安全隐患,在此后的运转中,杂质颗粒会被过度碾压,并使轴承的接触表面形成一个凹陷或凹坑,进一步缩短轴承的疲劳寿命。杂质颗粒的类型有:金属碎片;砂子;陶制颗粒;尘土;氧化铝(金刚砂;砂轮颗粒)等。引起类似颗粒污染的原因主要有:轴承相关零部件没有充分清洁;工装设备不干净;工作场所不干净;诸如抛光等机械施工过程带来的污染物;施工过程中没有对轴承所在发动机组件给予足够的保护等。
基于以上原因的考虑,在发动机修理及轴承组装过程中必须采取充分的预防措施,防止污染:
-轴承及轴承零部件在组装前应尽早打开包装进行清洁、检查;
-如果轴承不能及时的组装进入到下一步工序,必须进行额外的清洁和油封。清洁和油封工作要尽可能使用喷注形式,避免不干净的擦拭。按需使用专用的清洁保存程序。
-轴承工作场所或环境必须保持极度洁净的状态,工作间或工作舱地板保持洁净,所有的工作空间、工装设备都必须始终保持洁净状态。
-工装设备需要密闭保存,每次使用前后都必须进行精心清洁;
-轴承的部分修理只有原厂***才能进行,这样才能保证其固有可靠性,并降低轴承在施工过程中(抛光、打磨、喷镀等工艺)被污染的风险。
-同样在发动机单元体/组件进行修理时,也要对轴承进行保护,避免受到施工环境的污染。
-在发动机的任何分解状态中,一旦轴承暴露,就需要进行严格的保护,避免空气中的污物或邻近区域等就近空间的环境污染。
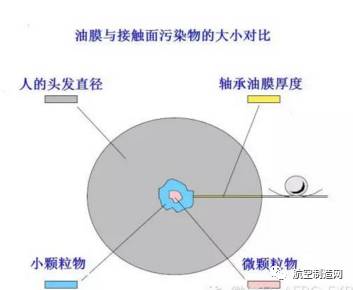
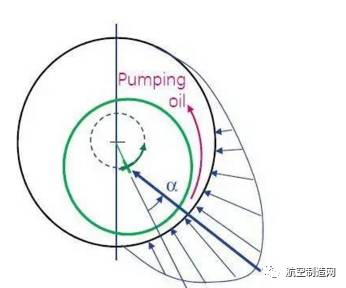
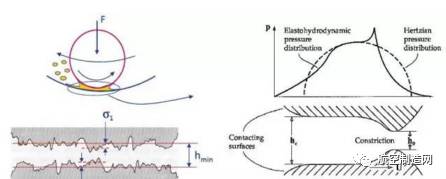
然而,仅仅依赖生产厂***和修理厂***的努力还不足于完全保证轴承的可靠使用。发动机的日常使用、维护、修理对轴承的影响也是至关重要的。轴承的润滑是弹性液动力润滑模式(Elastohydrodynamic(EHD) Lubrication),需要充分的洁净润滑,避免金属与金属之间的直接接触。EHD润滑模式其实就是轴承运转过程中,滚珠或滚棒与滚道之间形成挤压油膜,从而把两者分开,避免直接接触。挤压油膜的厚度受载荷、温度以及滑油本身的特性等所决定。一般该油膜厚度为Hmin=0.000005-0.000015 inch(0.000127-0.000381mm)。较***的轴承制造精度及其弹性液动力润滑模式决定了轴承的检验、维护要求也非常***。
上面提到轴承运转过程中,润滑油在工作面之间形成油膜,保护工作面不被损坏。该油膜的厚度仅为0.000005-0.000015inch(0.000127-0.000381 mm),这么薄的油膜支撑轴承球/棒转动,意味着表面缺陷尺寸大于该数时或杂质颗粒大于该数时就会破坏油膜的保护作用,导致金属间的直接接触。***强度的、脆而敏感的表面在轴承的***速运转中很快就被毁灭性破坏。这么小的尺寸几乎不可能在日常维护中被测量对比,因此,一些技术资料或手册中给出采用专用的轴承检验划针工具来滑过检验工件表面,在滑动过程中靠人的感觉来判断缺陷的存在与否,进而做出检验结论(你的感觉真那么灵敏吗?)。同时,这个工作参数也告诉我们为什么对轴承的清洁、维护、施工、保存等要精益求精。不易看到的污染物害死了多少年轻的轴承。
另外,部分发动机的轴承腔是通过引用***压空气进行气动封严,***压空气中的杂质也会污染轴承腔,进而可能损坏轴承。其它封严方法如碳封严等也有可能产生污染物对轴承腔产生影响。在实际的使用维护工作中,必须考虑各种可能的影响因素,要尽量做到充分的预防措施,如:
-在发动机的地面转移或运输过程中要尽量采取减震缓冲措施,避免轴承在颠簸、冲击中的直接损伤;
-飞机长时间停场或发动机离位,要对发动机进行充分的油封工作和覆盖、包裹保护;
-使用***品质润滑油;
-视情制定滑油系统例行冲洗方案;
-在洁净的环境中对发动机滑油系统进行勤务(尤其要避免在飞沙走石的暴露环境中、粉尘环境中执行更换油虑等勤务工作);
-执行勤务工作时,减少滑油系统暴露的时间;
-加注滑油、更换油虑等勤务工作时,使用洁净的工具设备和防护材料;
-定期对滑油箱进行孔探检查,按需清洁;
-避免在污染空气或含颗粒物的空气环境中运行发动机,视情清洗发动机气流通道;

作为发动机使用人和维护人,航空公司也好,维修单位也好,都应该对发动机轴承保护引起重视,采取措施预防污染对发动机轴承的损坏,把安全风险的控制工作往前移。任何轴承零部件工作面上的一颗颗粒物或单一的损伤都会减少轴承的使用寿命,进而减少发动机的使用寿命,甚至导致发动机的失效。这不是损失金钱增加成本的问题,这完全是影响到乘客人身安全的大事。
来源:AERO-EXPERT
免责声明:本公众号所载内容为本公众号原创或网络转载,转载内容版权归原作者所有。如涉及作品内容、版权或其他问题,请跟我们联系!转载内容为作者个人观点,并不代表本公众号赞同其观点和对其真实性负责。本公众号拥有对此声明的***终解释权。
